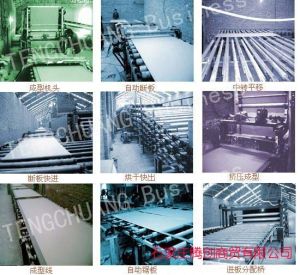
We are offering hot dip galvanizing production line. This continuous line mainly consists of entry washing section, annealing, hot-dip galvanizing, tension leveler, chemical pretreatment and check fitting. Cool-rolled strip comes to welder after leaving un-winder shear head, is welded at welder point with incoming strip tail of last steel coil to steel strip can pass lasting equipment continuously and ensure circulating working.,steel strip comes into washing section after welding,in washing section its surface grease is cleaned after zinc liquid spray cleaning, zinc liquid washing, hot water washing, hot water spray cleaning and hot air drying. Then it comes into horizontal accumulator. Strip comes into horizontal annealing furnace through position corrector after leaving accumulator, and then comes into zinc pot to be hot-dip galvanized through furnace nose. After that steel strip goes up vertically through shear,superfluous galvanizing liquid of surface is flew away after flowed away by shear, and control thickness of hdg coating., then strip comes into cooling equipment and be cooled by galvanized vertical air cooling equipment, at this time the surface coating has been frozen solid completely。then strip enters into tension leveler to level plate shape. Strip comes into chemical treatment fitting after leaving tension leveler. Chemical treatment for strip surface coating passivation to prevent coated strip produce white rust in storage. After passivation strip comes into hot air equipment to be dried, and then enters into vertical accumulator. After leaving there strip comes into surface desk, we do manual inspection with surface coating, enter into exit cutter, exit unit shuts down when welding line is reaching to shear,winding is finished