- MOQ 50 Meter
- Brand NameContinental Belting
- MaterialRubber
- ColorBlue, White
- ConditionNew
- CertificationISO 9001:2008 Certified
- FeatureExcellent Quality, Long Life, Scratch Proof, Vibration Free
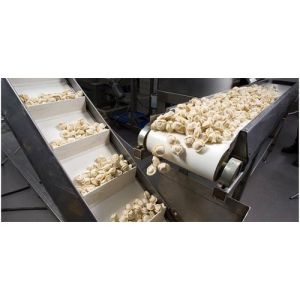
- TypeFood Grade Conveyor Belts
- Thickness10-20mm, 20-30mm, 30-40mm
- After-Sales Service ProvidedYes
- Country of OriginIndia
Food Grade Conveyor belting solutions delivered feature White Food Grade Conveyor as well as Elevator Belting that are precision manufactured as per IS:1891 (Part IV). These are found suitable for handling of food materials that need to be moved directly on belt surface. Further, as these belts are available in white color finish, these also do not transfer any odor as well as color contamination to food products handled. Here, our expertise lies in making these Food Grade Belts available in finish forms including - Manufactured using natural rubber that finds suitability for non oil/acidic/reactive materials Special synthetic rubber based compound based belting that are suited for any oily/chemically active food products like fruits & vegetables, meat, free flowing sugar as well as other items having presence of high moisture content Further, our expertise also lies in providing for - Similar rubber cover grades These can also be made available for elevator applications like in grain handling, animal feed, free flowing sugar and others With food processing & handling industries having number of unique requirements, we ensure - Competitive solutions are delivered to handle the complete conveying needs Helping in solving issues faced by clients related to cleaning, conveyance, dripping, stripping, wicking Team Support: We understand that when it comes to meeting the requirements of belting applications for food processing, the use of right belt for right application is extremely critical. Her, our team of experienced technical experts ensures client's requirements are successfully understood and right belting solutions are made available to them as pore their specific process needs including on parameters involving - Chemical & heat compatibility Flex Load carrying capacity Release characteristics Applications : With popular applications including I industry sectors like sugar, tea, and as grain elevators, these are also preferably used for - Packaging Equipment Low Profile Conveyors Small Part Transfer High Speed Conveying Vacuum Applications Bulk Product Conveying Glass Processing Medical Equipment Pharmaceutical Features : Belt surface does not sink that safeguards from possibility of water collection as well as bacterial growth Delivering stable belt properties under all lengths Providing uniform loads and temperature sustenance properties in the belts Product Strengths: Superior positional accuracy Superior abrasion and chemical resistance Clean and quiet operations