Our Products
We are leaders in the market for providing best range of Pumping Heating Unit and Ring Main Systems Heating Pumping Unit

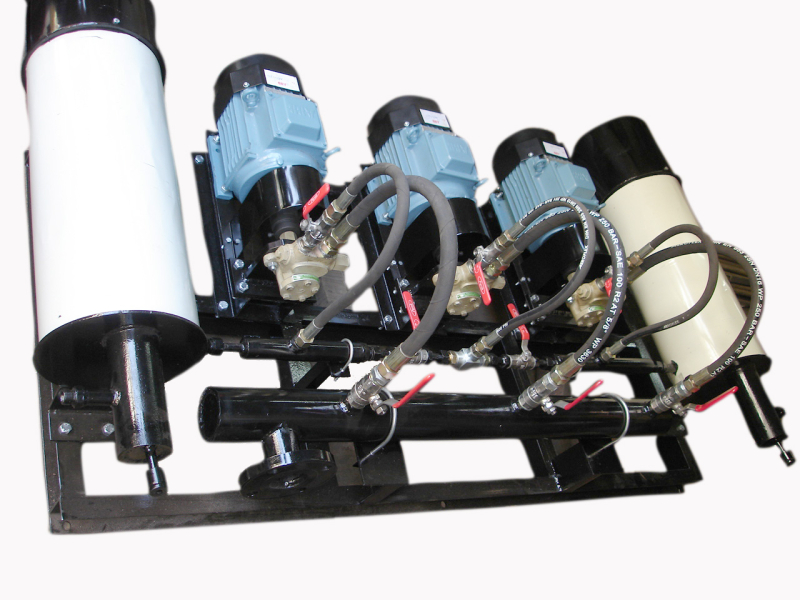
PHF Units mainly consists of two high pressure pumps (one for standby for uninterrupted supply of fuel), Heating systems like Steam Pre heater, and Electric Oil Preheater and Filteration unit.
PHF units are mainly used to maintain the inlet pressure of the fuel at specified temperature to avoid the vaporization of water content in the oil at high temperature & in turns safeguards the fuel pump from cavitation problem & ensures proper atomization of the fuel.
It is seen that to achieve good atomization in FO, It is heated upto 130º C (for heavy oil), maximum viscosity in accordance with DIN 51603 is 450 cst at temperature of 50º C.
As our burner is Pressure Jet Spill Return type automisation burner system, viscosity needed is 15 to 20 cst at the nozzle tip and this can be achieved by heating upto 130º C & heating type Nozzle rod in Burner.
PHF unit mainly consists of

Ring Main System is the assembly of hydraulic equipment which are used to maintain the inlet pressure of the fuel at the inlet of the burner from the oil tank, to get proper atomization of the fuel & to achieve complete combustion.
It is used to maintain a positive pressure head of 2 to 3 bars at the temperature of 50º C approx. to make it pumpable to the pumping, heating, filtering unit.
Ring main System mainly consists of