Company Information
Ask for more detail from the seller
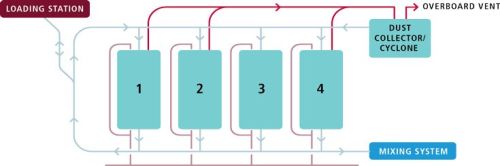
Contact SupplierCameron bulk storage and transfer systems are a complete solution for bulk barite, bentonite, and cement storage. Each system is custom-engineered to meet your production requirements and offers efficiency-enhancing options such as full instrumentation packages, remote valves, product automation, and remote system control capabilities.
Specifications
Bulk MudCement Storage and Surge Tanks
Tank design minimizes potential wastage, clogging, and maintenance downtime
Three-legged or skirt-support design provides superior stability
Aeration panels in cone and base ensure optimal flow during pressurization and discharge processes and minimize the amount of material left in the tank after emptying
Full instrumentation package
Remote, real-time monitoring and control capabilities for repetitive tasks
Meets ASME standards
ABSDNV certification
Dust Cyclone and Collector Unit
Reclaims and recycles costly powder dust into the bulk storage system
Automatic filling, separation, and discharge
Proven effective operation in any climate condition
Single cyclone-type separator delivers ongoing high operational efficiency
Cement Discharge Valve
Optimizes the fluidization process within the silo tank
Provides high levels of precision, easier control, and better results during bulk cement transfer
Low maintenance
Electrically actuated control valve
Cell Feeder
Enables automatic dosing of bulk material from surge tank into mixing hoppers
Improves dosing accuracy
VFD-controlled

Connect with us