


Company Information
Ask for more detail from the seller
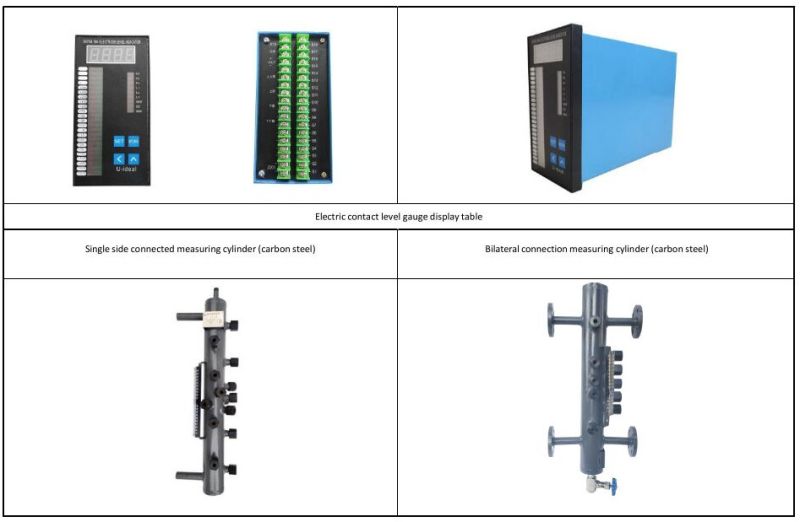
Contact Supplierelectronic drum level indicator is an advanced electronic water level monitoring system. an edli system includes multiple probes fitted to a water column and connected to an electronic unit, which is widely accepted as a reliable & maintenance free equipment. pressure parts available for applications upto 207 bar at 370°c as standard. electronics available in various configurations and include type 201, type 202 and type 202b.
features
choice of 8 to 48 channels for various levels of visibility depending on site requirement
available for pressure rating upto 207 bar (3000psi) @ saturated temperature
dual power supply with 100% redundancy and power supply failure indication (ac/dc)
self diagnostic features to detect open-circuit/short-circuit/ probe contamination/ internal component/ ground failure
fully validated trip logic eliminates spurious trip
fully configurable multiple spco/dpco relay outputs with energized/de-energized and time delay output options
multiple remote display facility
opto-isolated dual 4-20ma analogue output
digital water level indicator in mm (optional)
available for hazardous zone (explosion proof) and super-critical application
approvals :
quality system accredited to iso 9001
design approval of pressure parts, operational and field testing of the system
third party inspection, testing and certification by approved international agencies
certification of explosion proof to international standard for use in hazardous area
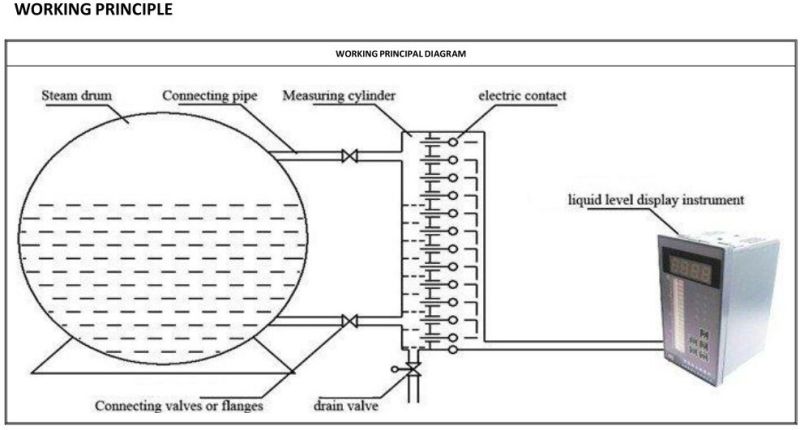
operating principle
the technology uses resistivity discrimination between steam and water to provide indication
detection level is dependent on water purity and boiler operating conditions i.e. temperature and pressure of boiler
sensing element is a probe with an insulated tip inserted in a side-arm water column. voltage is applied to the tip: conduction occurs between the tip and the inside wall of the column
resistance 0.1m ohm indicates steam i.e. probe is in steam.
an electronic discrimination circuit is used to discriminate the probe resistance and generate the display logic accordingly
a vertical display of multiple green/red leds provide resolution for the water level indication
components:
water column
probe
electronic unit
remote display unit
probe cable


Connect with us