

Company Information
Ask for more detail from the seller
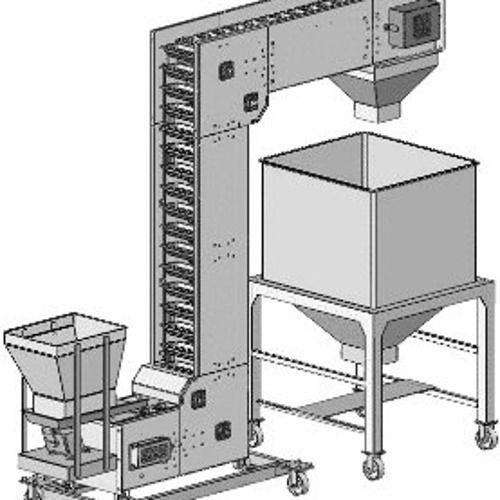
Contact SupplierTech Trek Engineering is a reliable bucket elevator manufacturer in India, specializing in the design, engineering, and fabrication of high-performance bucket elevator systems for efficient vertical material handling. Our bucket elevators are designed to lift bulk materials smoothly and safely from one level to another, making them ideal for industries that require continuous vertical transportation of materials.
A bucket elevator consists of a series of buckets mounted on a belt or chain, moving materials vertically with high efficiency and minimal spillage. Tech Trek Engineering designs bucket elevator systems to ensure consistent flow, high capacity handling, and long service life even under demanding industrial conditions.
Our industrial bucket elevators are widely used in food processing industries, agriculture, grain handling, cement plants, power plants, chemical industries, fertilizer units, mining operations, FMCG industries, and bulk material handling applications. These systems are suitable for conveying materials such as grains, seeds, powders, granules, pellets, cement, sand, coal, minerals, and other bulk products.
Tech Trek Engineering manufactures different types of bucket elevator systems, including belt bucket elevators, chain bucket elevators, centrifugal discharge bucket elevators, continuous bucket elevators, and Z-type bucket elevators. Each type is designed based on material characteristics, capacity requirements, discharge method, and operating environment.
The bucket elevator structure is fabricated using high-quality mild steel (MS) or stainless steel (SS) to ensure strength, durability, and resistance to industrial wear. Buckets are manufactured from MS, SS, HDPE, or plastic, depending on material type and application. Precision-engineered head and tail assemblies ensure smooth operation, proper alignment, and reliable power transmission.
Our bucket elevator systems can be customized in terms of elevator height, bucket size, bucket spacing, conveying capacity, speed, and drive arrangement. Optional features such as inspection doors, backstop devices, dust-tight casing, safety guards, and automation integration can be provided to meet specific operational and safety requirements.
Designed for low maintenance and high efficiency, Tech Trek bucket elevators reduce material loss, minimize spillage, and ensure safe vertical transport. The enclosed design helps maintain cleanliness and reduces dust generation, making them suitable for both indoor and outdoor installations.
As an experienced material handling equipment manufacturer, Tech Trek Engineering focuses on delivering customized bucket elevator solutions that improve productivity, optimize plant layout, and reduce manual handling. Every bucket elevator is manufactured under strict quality control to ensure reliable performance, safety, and long-term durability.
With strong engineering expertise, quality manufacturing, and customer-centric service, Tech Trek Engineering has become a preferred supplier of bucket elevator systems in India for diverse industrial applications.
Key Features:Efficient vertical material handling
Robust and durable construction
Available in belt and chain type designs
Low spillage and dust control
Customizable capacity and height
Food processing and grain handling
Cement, chemical, and fertilizer plants
Mining and mineral processing
FMCG and bulk material handling
Industrial production facilities

Connect with us