Listing ID #7045280
Company Information
Ask for more detail from the seller
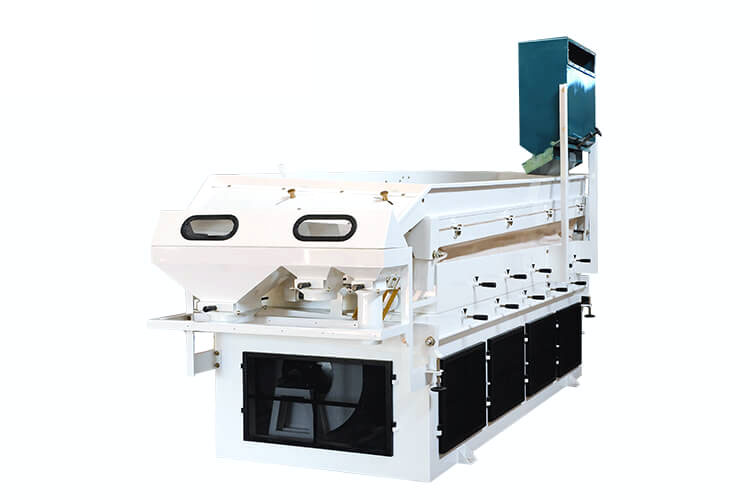
Contact SupplierGravity Separators are used to separate products of the same size but with a difference in specific weight. They can be used effectively to remove partially eaten, immature and broken seeds to ensure maximum quality of the final product. They may be used to separate and standardize coffee, peanuts, corn, peas, rice, wheat, sesame, and other food grains.
How it works ?
These Gravity Separators have a rectangular deck so that the product travels a longer distance resulting in cleaner separation of light and heavy particles and the lowest percentage of middlings.
The product flows over the vibrating deck in which pressurized air is forced through causing the material to stratify according to its specific weight. The heavier particles travel to the higher level and the lighter particles travel to the lower level of the deck.
In order to obtain efficient separation by specific weight, the pressurized air supply needs to be accurately adjusted and this is accomplished by having individually adjustable air fans to control the volume of air distribution at different areas of the vibrating deck. The table inclination, speed of eccentric motion and the feed rate can be precisely adjusted with ease and minimum of operator training.
Features
| Description | GS-120 | GS-165 | GS-210 | GS-320 | GS-400 | GS-500 |
|---|---|---|---|---|---|---|
| Power Required in HP | 6 | 6 | 6 | 8.5 | 11.5 | 17 |
| Capacity per hour in Tons | 0.75-1 | 1.25-1.5 | 1.5-1.75 | 37657 | 45021 | 45148 |
| Nett Weight in Kgs. | 715 | 820 | 1080 | 1340 | 1675 | 2124 |
| Gross Weight in Kgs. | 845 | 970 | 1270 | 1600 | 1990 | 2525 |
| Shipping Volume in Cu.Mtrs | 3.5 | 4.4 | 5.75 | 8.25 | 10 | 12.5 |
| Note : | ||||||
| Capacities are only indicative and have been specified for Wheat only and therefore may vary for different commodities. | ||||||
| In View of Improvements in design, Specifications are subject to change without prior notice. | ||||||
At Spectrum Industries, we are proud to be a market leader in Mangalore, Karnataka, for state-of-the-art colour sorting systems. Our dedication to quality, innovation, and client happiness has propelled us to the top of the sector.
Precision Innovation Using Technology:
Our business is committed to utilising technology to improve the process of classifying different materials according to colour with accuracy and efficiency. We are confident that by fusing cutting-edge algorithms, cutting-edge sensors, and sturdy mechanical systems, we can provide solutions that satisfy the various sorting requirements of contemporary industries.
Quality Craftsmanship, Trusted Results:
Our colour sorter machines go through stringent quality control procedures at every stage of manufacturing with an emphasis on producing trustworthy and reliable outcomes. Our team makes sure that every machine leaving our plant fulfils the highest requirements for quality and performance, from design and assembly through testing and packaging.
Customer-Centric Approach:
Our clients are at the centre of all we do at Spectrum Industries. We think it\'s important to comprehend the particular needs of each client so that we may personalise our solutions to fit their needs. Installation, instruction, and continuing technical support are all provided by our committed customer support team at all times.
Sustainability and Responsibility:
We are dedicated to environmental responsibility and sustainability. Our equipment is built to maximise energy efficiency while reducing waste. We work to promote environmentally friendly practices throughout our operations in an effort to support a greener future.


















Connect with us
