Our Services
Leading Manufacturer, Supplier & Retailer of Casting Services and Welding Services.
Process Overview – It is a process of making parts by pouring molten metal into a die and then cooling it to room temperature so that it takes the shape of the die. It is a less expensive method of manufacturing compared to machining an entire piece of solid metal. Casting is broadly categorized into three main types :
Sand Casting - This process is characterized by using sand as the mold material. The mold cavities and gate system are created by compacting the sand around patterns which can be made of wood, metal, plastics, silicon rubber etc. and manufactured by casting, machining or 3D printing based on the requirement of the final casted part.
Investment Casting - The mold is formed by dipping or spraying ceramic slurry around a wax pattern or wax tree. Prior to pouring, the wax is burnt off by keeping it in a steam-dewax autoclave or flash fire oven. On completion, the same is cooled to room temperature and the shell is removed usually by mechanical tools. The parts are then machined, ground and polished to achieve the required dimensions and characteristics. The general process flow for Investment Casting include :
Wax Pattern Injection
Wax Tree Assembly
Shell Building
Dewax/Burnout
Metal Pouring
Shell Knock-off
Cut-off
Individual Casting
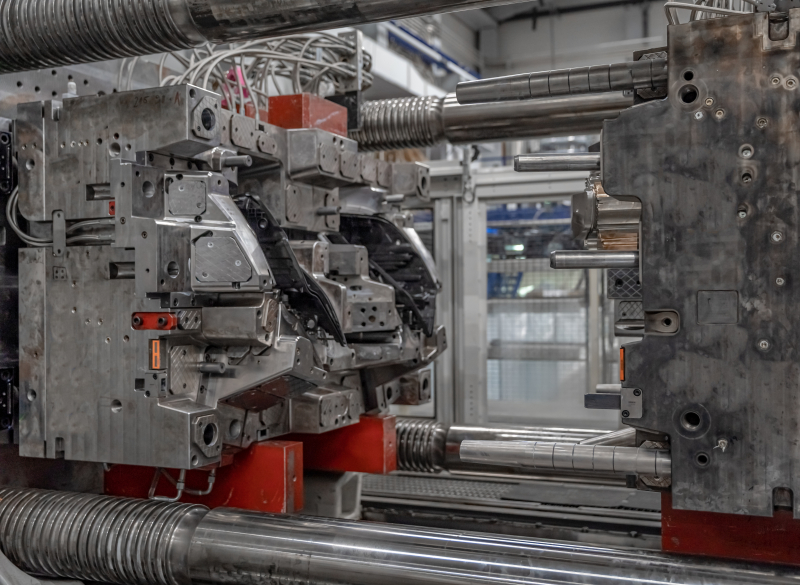
Die Casting - The molten metal is forced into a mold cavity made up of metal, under the application of high pressure or under gravity. In Gravity Die casting the molten metal gets drawn into the mold under the action of its own gravity. Pressure Die casting is further classified into Low, Medium, and High-pressure basis the force exerted by the plunger to push the molten metal inside the mold cavity. Pressure Die castings have a tight tolerance, better surface finish, high volume production and very critical parts compared to its contemporary casting processes. A die cast part has to go through the below process flow :
Melting
Casting
Fettling
Shot Blasting
Machining
Capabilities
Integrated sequential manufacturing process under one roof i.e., Simulation -> Tool designing and manufacturing -> Prototype -> Manufacturing
Prototype to high volume production of up to million parts per year
Monthly production capacity of up to 100MT/month
Capability to cast parts up to 10 Tonnes
Manufacturing of wide variety of grades such as Carbon Steel, Stainless Steel, Duplex, Super Duplex, Aluminum and Brass Alloys etc.
Different follow up Heat Treatment process such as Normalizing, Annealing, Hardening, Tempering etc. based on the requirement of mechanical and chemical properties
Post finishing and surface treatment process such as Anodizing, Painting, Plating, Powder coating etc.
Flexibility of end-to-end machining of small to large sized parts
Achieve as cast tolerance of up to ± 0.2mm and machined tolerance of up to ± 0.025mm
As cast surface finish as low as 1.6 Ra micron
Use of advanced CAD-CAM software for simulation and tool/die making
One of the few in INDIA to perform Hot Isostatic Process (HIPPING)
Use of “Low Therm Fettling Technique” to control microstructure
In-house lab tests carried out for raw material verification at production site, certified to NABL standards
Complete NDT testing of parts for defect analysis as per international standards
Manufacturing facility certified to ISO 9001:2015 and IATF 16949 Quality Management System
Application and Benefits
Sand castings have a wide range of application in almost all engineering industry due to its versatility of material selection, simplistic process, and low cost. Few common applications in the Transport and Automotive industry include cylinder heads, valves, engine blocks, engine manifolds, gears, brackets etc.
Sand castings are primarily chosen for manufacturing of prototype parts due to its low investment cost and higher degree of flexibility
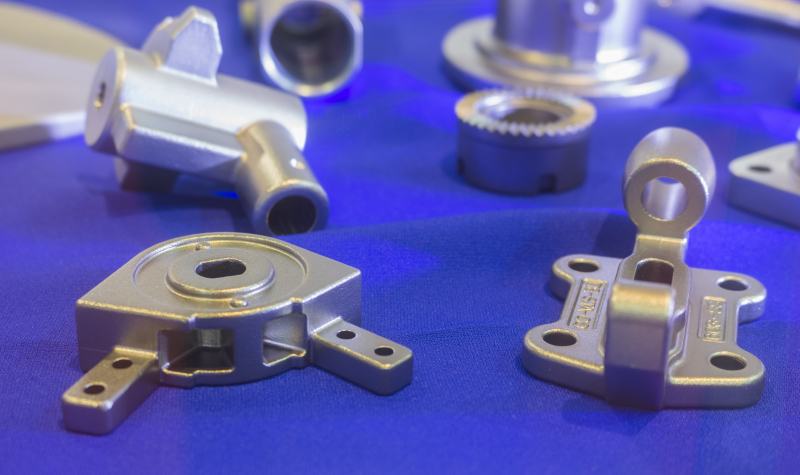
Investment casting is widely used for :
Engineering components such as turbines and rotor blades in motors and generators
Valve parts such as casings, pistons etc.
Wide variety of Orthopedic implants
Commercial and Consumer products
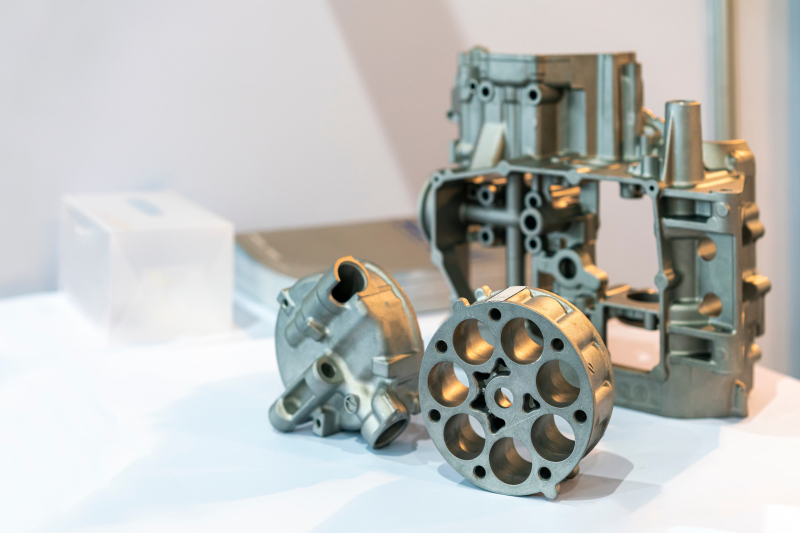
Many die cast parts are made in the Aerospace and Automotive industry from high strength aluminum and light weight magnesium
Few well known benefits of Die casting include :
Manufacturing of critical parts with cross section as thin as 1.5mm
Manufacturing of parts with complex geometry and diverse applications
Parts have better strength and integrity
High volume production
Fully automated process with better process control
Better repeatability gives consistent good quality parts
Parts have high dimensional accuracy, close tolerance, surface finish and longer service life
Post-machining can be eliminated
Molds have a very long operational life
Very economical for high volume production
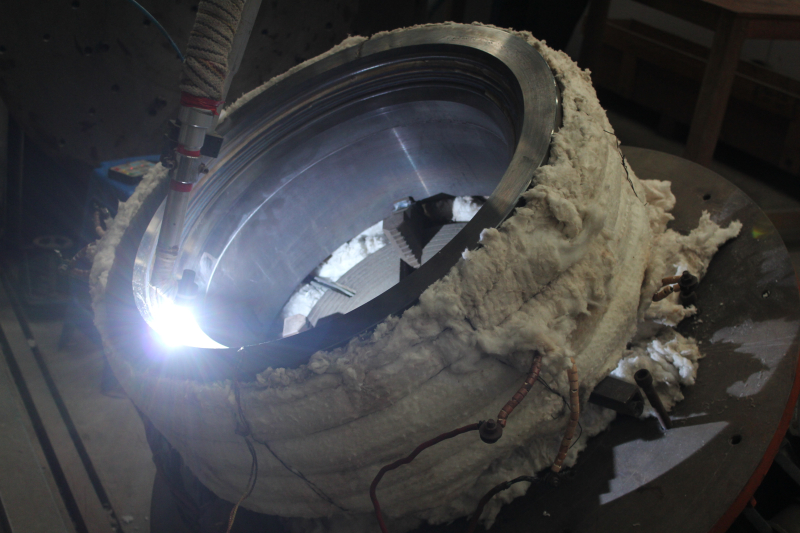
Process Overview – Welding is a process of joining metals or thermoplastics by using a high amount of heat generated by a power source. This melts the material to fuse together and form a metallurgical bond which is protected by a shielding inert gas to prevent contamination and oxidation. Few commonly known welding services offered by us include GMAW (Gas Metal Arc Welding), GTAW (Gas Tungsten Arc Welding), SMAW (Shielded Metal Arc Welding), FCAW (Flux Cored Arc Welding) and Laser Welding. While this technology has long been used for joining metals, we also utilize it for overlaying specific alloys on carbon steel and stainless-steel substrate to impart enhanced properties. Our main expertise in this area include :
GTAW – It utilizes a non-consumable tungsten electrode to produce the weld when a filler wire is introduced in the arc protected by a shielding gas. It produces a homogeneous and low dilution metallurgical bond with the base metal substrate and mainly used for deposition of Stainless Steel and its alloys, Nickel, and its variants, Stellite and its variants. Weld overlay followed by PWHT (Post Weld Heat Treatment) makes the welding denser and removes any residual stresses induced by the welding.
PTA – Plasma Transferred Arc is a process used to fuse a metallic coating to a substrate to improve its resistance against wear and/or corrosion. Metal powder is fed into a molten weld puddle (fusion bath) generated by the plasma arc at high temperature (up to 20, 000 °C). Deposit thickness can range from 0.6 to 6.0 mm, width from 3 to 10 mm when using a single pass; multi pass welding reaches deposit thickness up 20 mm and width over 30 mm. The deposit microstructure is dense with formation of dendrites during solidification. One of the most important features of the PTA process is the control of dilution which is as low as 5%. It is usually preferred for overlaying of exotic materials such as Nickel and its variants and Stellite and its variants.
Spray and Fuse - It is an extension of coatings done by Powder Flame Spray process wherein the sprayed coating is fused with the base material by application of external heat energy using Oxy-Acetylene torch, Induction coil, Furnace, Laser beam or an external heating source. The coating is taken to solidus temperature (1020 to 1100°C) at which the coating fuses and voids and porosity in the coating collapses making the coating denser and more homogeneous. This also forms a fine metallurgical bond with the prepared substrate which makes the coating capable of enduring impacts. A variety of materials can be deposited by this process to achieve properties required for different critical applications such as Cobalt and its variants, Nickel and its variants, Carbide and its variants etc.
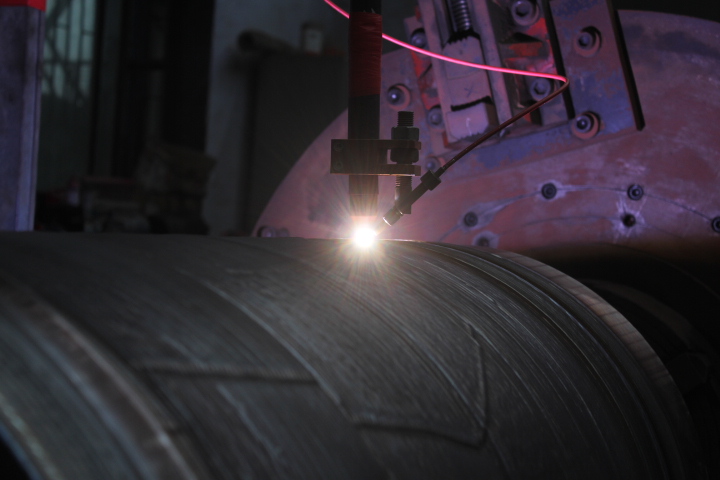
Laser Cladding - It is the use of electrically produced laser light to heat wire or powder material and apply it to a substrate surface. Since the heat input generated by laser is less it produces minimal HAZ (Heat Affected Zone) which is detrimental to the weld quality. Laser cladding is often performed by robotic manipulators and produces a very dense and homogeneous deposit with the least amount of dilution.
Vacuum Brazing – It is a process of joining two similar or dissimilar metals by heating a braze alloy between the components inside a vacuum furnace. The braze alloy has a lower melting temperature than the parent component and melts easily to fill the clearance and form a joint. Vacuum Brazing is preferred where leak tight joints are required mainly in critical Aerospace and Defence components, Automotive and HVAC industries. We specialize in vacuum brazing of nickel and aluminium based filler metals which are available in the form of paste, wire, and foil.
Capabilities
Latest weld overlay and laser cladding technology
Weld overlay facility integrated with heavy engineering tool room
Welding and Cladding processes available – GTAW, PTAW, SMAW, FCAW and Laser.
Welding and Laser cladding of exotic materials such as Nickel and its variants, Cobalt and its variants, Carbide and its variants etc.
Completely automated welding setup capable of welding parts up to 2000mm Dia and 2000mm long
Pre and post machining of weld overlayed parts up to 1500mm Dia and 6000mm long
Grinding of weld overlayed parts up to 800mm Dia and 6000mm long
Heat treatment furnaces for pre and post coated/welded parts up to 2000mm Dia and 8000mm long
Complete end to end manufacturing of weld overlayed/cladded parts and assemblies
Dedicated welding setup for batch and production parts
Qualified welding operators capable of manual as well as semi-automatic welding
Availability of WPS, PQR and WPQ for range of materials qualified by internationally recognized certifying bodies
NADCAP certified High Vacuum Brazing furnaces for Aerospace and Automotive parts
In-house laboratory for microstructure analysis of welded samples including micro-hardness and bond strength evaluation
Welding facility certified to AS 9100 Rev.D and ISO 9001 Quality Management System
Welding shop approved by BHEL and MNC’s such as Siemens and L&T
Application and Benefits
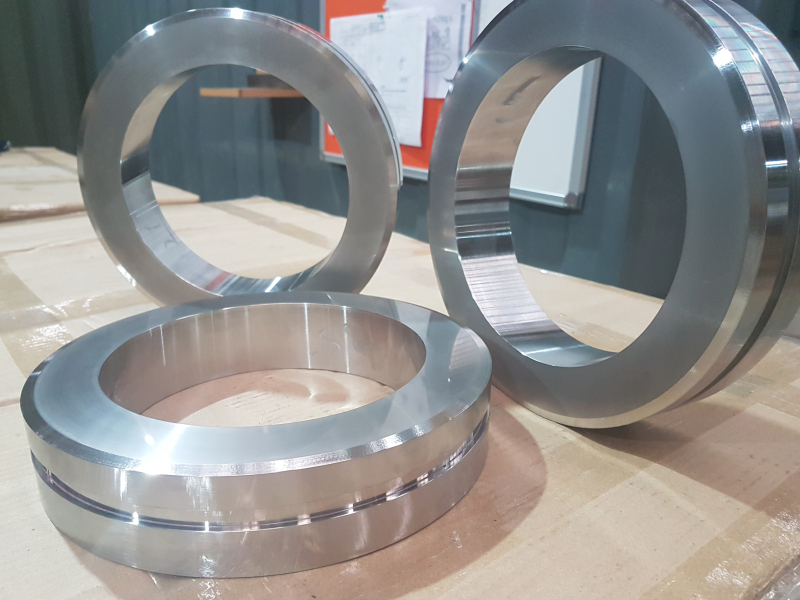
Like plating and coatings, weld overlay finds applications in critical working environments such as Oil & Gas, Steel, Pumps and Valves, Hydraulic, Plastic Extrusion etc.
Few commonly welded overlaid parts include valve spindles, diffusers, shafts, pump casings and rings, mandrels and housings, piston rods etc.
Weld overlay and Laser cladding offer numerous advantages such as :
Wide range of exotic materials can be used in different forms
Flexibility to apply on any base material substrate
Forms a metallurgical bond which gives high impact strength
Enhances wear, abrasion, corrosion, and high temperature oxidation resistance
Improves operational life of part
Reduces downtime and breakdown costs