Our Services
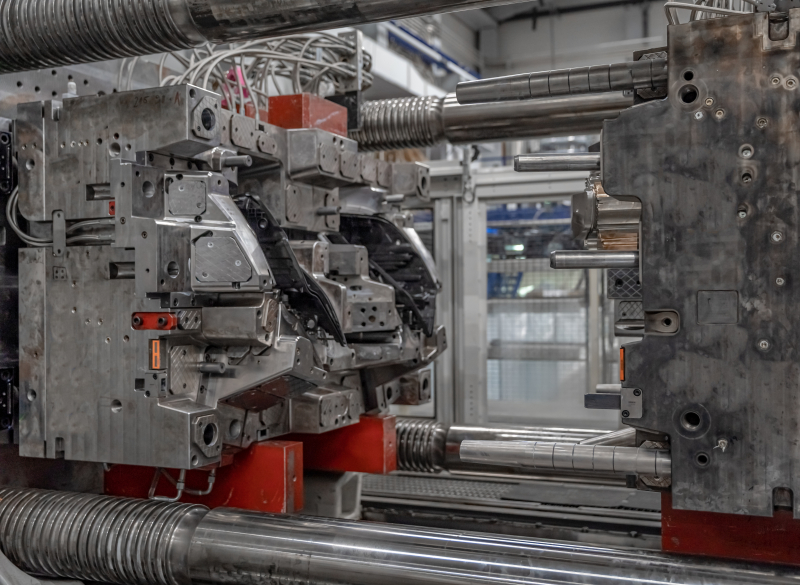
Process Overview – Injection molding is a manufacturing process in which molten plastic is injected into a mold which is made up of steel or aluminum. Principally it is like a die casting process used for making metal parts. The semi-molten plastic is injected into a feeding system and traversed to the mold before passing through feed, transition, and metering section. The Injection molding process cycle consist of six main stages :
Closing of mold – When the mold is closed the injection molding cycle timer begins
Injection - Heated plastic is injected into the mould. As the melt enters the mould, the displaced air escapes through vents in the injection pins and along the parting line. A good runner, gate and vent design are important to ensure the mould is properly filled.
Cooling - Once the mould is filled the part is allowed to cool for the exact amount of time needed to harden the material. Cooling time is dependent on the type of resin used and the thickness of the part.
Plasticizing the resin - While the part cools, the barrel screw retracts and draws new plastic resin into the barrel from the material hopper. The heater bands maintain the needed barrel temperature for the type of resin being used.
Ejection - The mould opens, and the ejector rod moves the ejector pins forward. The part falls and is captured in a bin located below the mould.
Removing the runner – Runners and gates are removed from the original part. Runners are also ground and recycled to reduce costs and environmental impact.
Capabilities
Integrated sequential manufacturing process under one roof i.e., Simulation -> Tool designing and manufacturing -> Prototype -> Mass production
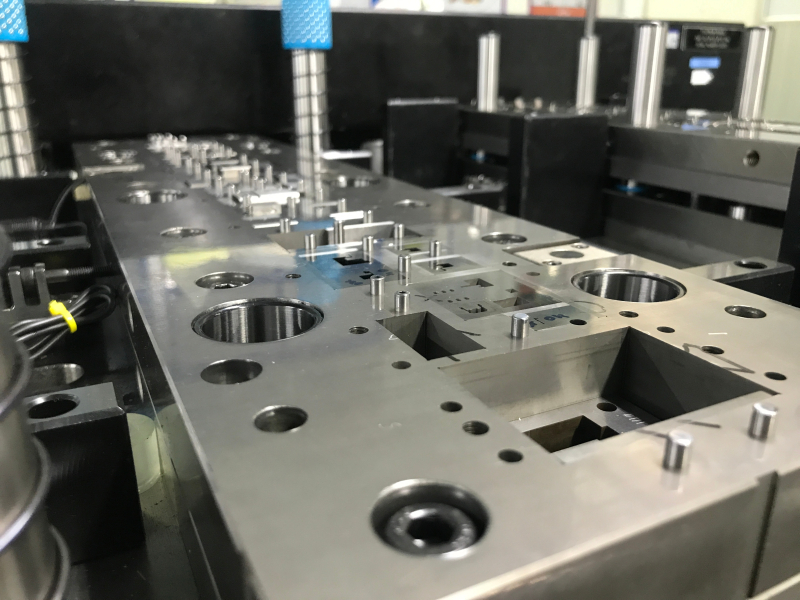
Tool room equipped with VMC’s and CNC’s for manufacturing of die and molds
Prototype to high volume production of up to millions of parts per year based on part configuration
Manufacturing of parts wide variety of materials such as ABS, LDPE, HDPE, Nylon, PC etc.
Manufacturing of molds for up to 3000 Ton molding machine
Provide different type of finish to molded part based on customer requirement
CMM inspection for part validation and approval
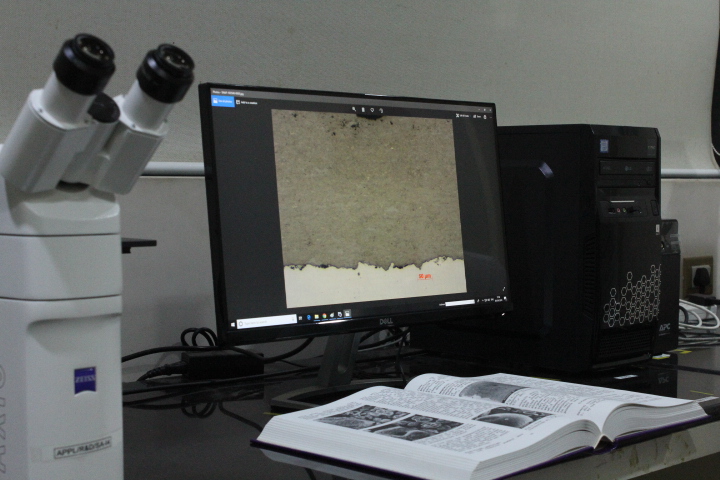
In-house lab tests carried out for raw material verification at production site, certified to international standards
Defect analysis of plastic molded parts as per international standards
Customer appointed third party inspection and verification allowed
Manufacturing facility certified to IATF 16949 and ISO 13485 Quality Management System
Implementation of Lean Six Sigma tools for better quality control, process control, part traceability and documentation
Industry 4.0 integrated manufacturing facilities
Application and Benefits
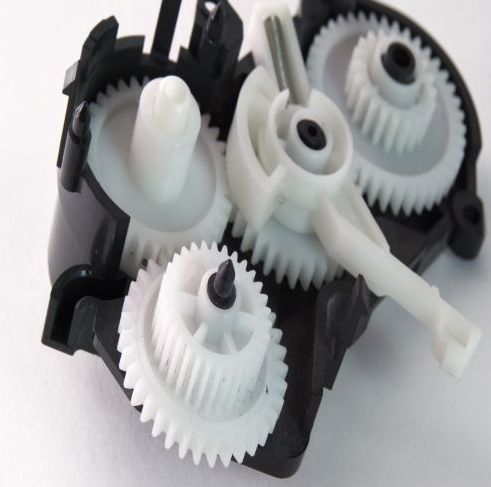
Injection molded parts have vast application in consumer and commercial products which are used by us in our daily lives. Few commonly known parts include :
Automotive parts – Dashboards, bumpers, grills
Electronic components – Connectors, enclosures, protective sleeving
Medical devices – Syringes, valves, dishes
Consumer plastics – Mobile covers, bottles, toys
Furniture – Seat covers, cushions, chairs
Few important benefits of plastic injection molding are :
Highly efficient mass production
Low production cost
Manufacturing of complex and intricate parts
Enhanced material strength
Flexibility of material and color selection
Reduced material wastage
To ensure 100% conformance to customer requirements the part goes through multiple stages of testing throughout its supply chain. With the help of our in-house test setup and network of NABL certified labs, we can perform a range of tests for raw materials, chemicals, and mechanical properties; verification, validation of coated, plated, and welded samples, microstructure analysis, NDT, dimensional inspection, and several other tests based on project requirement on case basis. Few commonly performed tests include:
Process Overview – It is a process of making parts by pouring molten metal into a die and then cooling it to room temperature so that it takes the shape of the die. It is a less expensive method of manufacturing compared to machining an entire piece of solid metal. Casting is broadly categorized into three main types :
Sand Casting - This process is characterized by using sand as the mold material. The mold cavities and gate system are created by compacting the sand around patterns which can be made of wood, metal, plastics, silicon rubber etc. and manufactured by casting, machining or 3D printing based on the requirement of the final casted part.
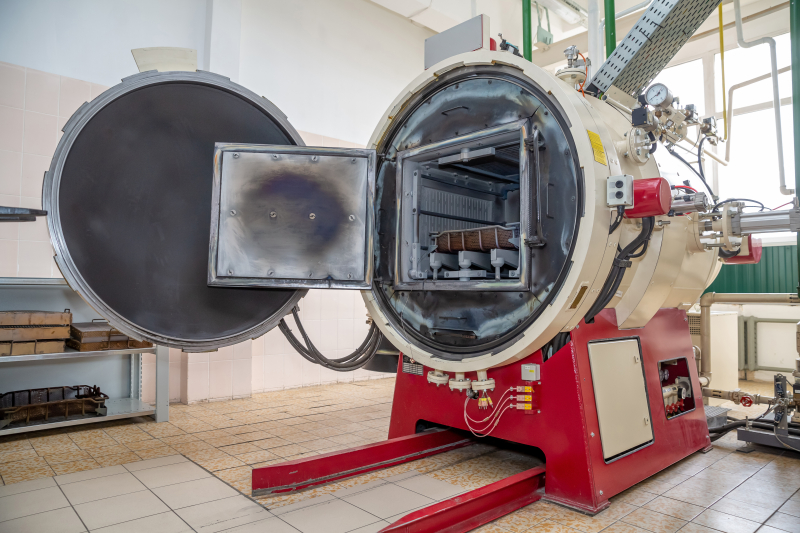
Investment Casting - The mold is formed by dipping or spraying ceramic slurry around a wax pattern or wax tree. Prior to pouring, the wax is burnt off by keeping it in a steam-dewax autoclave or flash fire oven. On completion, the same is cooled to room temperature and the shell is removed usually by mechanical tools. The parts are then machined, ground and polished to achieve the required dimensions and characteristics. The general process flow for Investment Casting include :
Wax Pattern Injection
Wax Tree Assembly
Shell Building
Dewax/Burnout
Metal Pouring
Shell Knock-off
Cut-off
Individual Casting
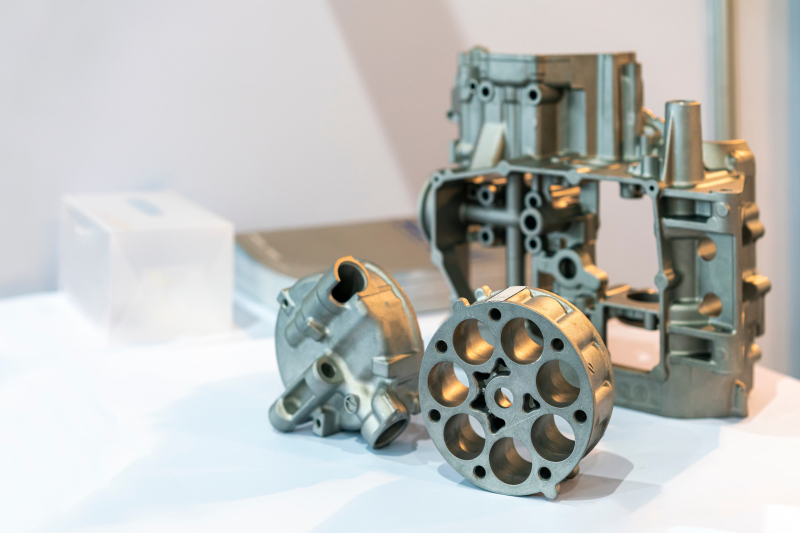
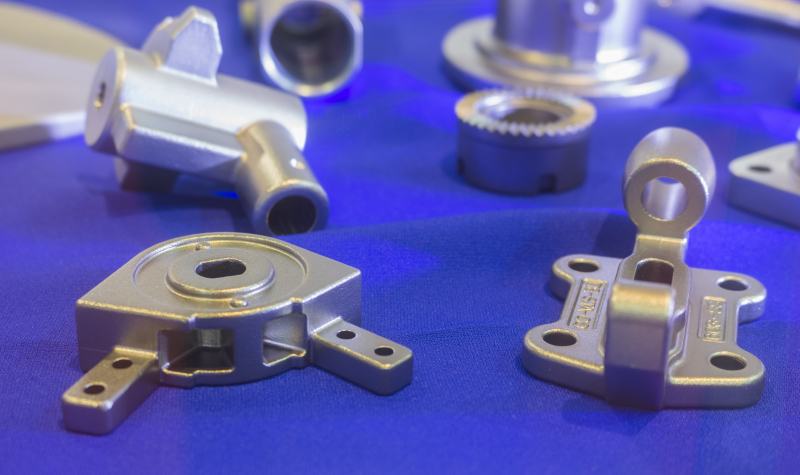
Die Casting - The molten metal is forced into a mold cavity made up of metal, under the application of high pressure or under gravity. In Gravity Die casting the molten metal gets drawn into the mold under the action of its own gravity. Pressure Die casting is further classified into Low, Medium, and High-pressure basis the force exerted by the plunger to push the molten metal inside the mold cavity. Pressure Die castings have a tight tolerance, better surface finish, high volume production and very critical parts compared to its contemporary casting processes. A die cast part has to go through the below process flow :
Melting
Casting
Fettling
Shot Blasting
Machining
Capabilities
Integrated sequential manufacturing process under one roof i.e., Simulation -> Tool designing and manufacturing -> Prototype -> Manufacturing
Prototype to high volume production of up to million parts per year
Monthly production capacity of up to 100MT/month
Capability to cast parts up to 10 Tonnes
Manufacturing of wide variety of grades such as Carbon Steel, Stainless Steel, Duplex, Super Duplex, Aluminum and Brass Alloys etc.
Different follow up Heat Treatment process such as Normalizing, Annealing, Hardening, Tempering etc. based on the requirement of mechanical and chemical properties
Post finishing and surface treatment process such as Anodizing, Painting, Plating, Powder coating etc.
Flexibility of end-to-end machining of small to large sized parts
Achieve as cast tolerance of up to ± 0.2mm and machined tolerance of up to ± 0.025mm
As cast surface finish as low as 1.6 Ra micron
Use of advanced CAD-CAM software for simulation and tool/die making
One of the few in INDIA to perform Hot Isostatic Process (HIPPING)
Use of “Low Therm Fettling Technique” to control microstructure
In-house lab tests carried out for raw material verification at production site, certified to NABL standards
Complete NDT testing of parts for defect analysis as per international standards
Manufacturing facility certified to ISO 9001:2015 and IATF 16949 Quality Management System
Application and Benefits
Sand castings have a wide range of application in almost all engineering industry due to its versatility of material selection, simplistic process, and low cost. Few common applications in the Transport and Automotive industry include cylinder heads, valves, engine blocks, engine manifolds, gears, brackets etc.
Sand castings are primarily chosen for manufacturing of prototype parts due to its low investment cost and higher degree of flexibility
Investment casting is widely used for :
Engineering components such as turbines and rotor blades in motors and generators
Valve parts such as casings, pistons etc.
Wide variety of Orthopedic implants
Commercial and Consumer products
Many die cast parts are made in the Aerospace and Automotive industry from high strength aluminum and light weight magnesium
Few well known benefits of Die casting include :
Manufacturing of critical parts with cross section as thin as 1.5mm
Manufacturing of parts with complex geometry and diverse applications
Parts have better strength and integrity
High volume production
Fully automated process with better process control
Better repeatability gives consistent good quality parts
Parts have high dimensional accuracy, close tolerance, surface finish and longer service life
Post-machining can be eliminated
Molds have a very long operational life
Very economical for high volume production
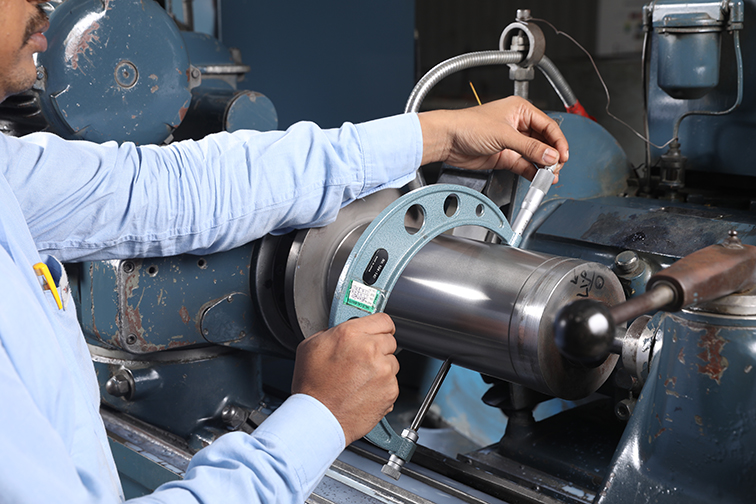
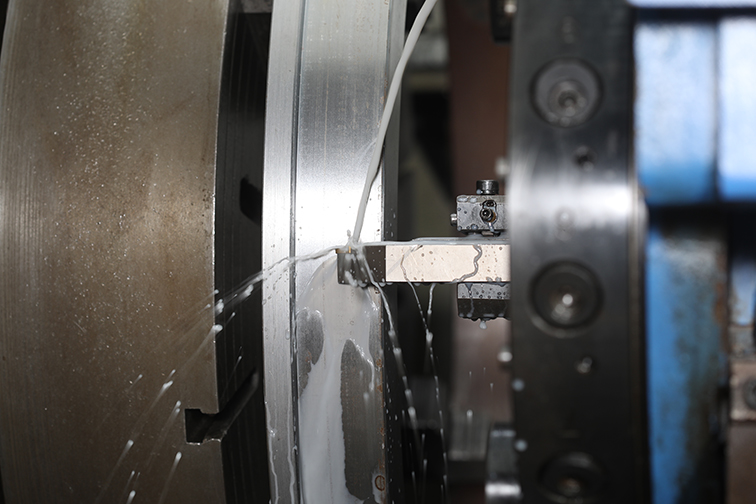
Process Overview – It is a process that creates a desired shape and size by removing the unwanted material from a larger piece of metal i.e Subtractive Manufacturing. A plethora of machining options are available depending on the part geometry, profile to be achieved, GD & T requirements, surface finish, throughput etc. CNC (Computer Numerical Controlled) machining is a widely used manufacturing process that uses automated high-speed cutting tools to form a particular feature from metal or plastic. CNCs are generally classified as 3-axis, 4-axis and 5-axis based on the movement of part and tooling along the axis. Different machines have different working mechanisms such as : a) workpiece securely clamped while the tool moves b) tool may remain in place while the workpiece moves c) both the cutting tool and workpiece move together.
Capabilities
Prototype to high volume production of up to thousands of parts per year based on part configuration
CNC machining of parts weighing up to 10 Tonnes
CNC machining of parts measuring up to 1000mm Dia and 4000mm Length
Small and big sized VMC machines up to X axis – 4000mm, Y axis – 2000mm and Z axis – 1000mm
Cylindrical Grinding of parts up to 800mm Dia and 6000mm Length
Conventional turning of parts up to 1500mm Dia and 6000mm Length
Supporting machining operations such as Cutting, Deep hole drilling, Milling, Boring, Broaching, Gear hobbing, Surface grinding etc.
Machining of wide variety of material grades such as Carbon steel, Alloy steel, Tool steel, Non-ferrous alloys, and Superalloys
Machining of castings and forgings of small to large sized parts
Tight tolerance of machined parts up to ± 0.005mm
Post-machining surface finishing operations such as ID and OD polishing, Superfinishing, Honing etc.
Surface treatment processes such as plating, anodizing, phosphating, blackodizing, thermal spray coating, slurry coating, polymer painting etc.
CMM inspection for part validation and approval of machined parts
ERP notified calibration control system for measuring/monitoring instruments and machines
In-house lab tests carried out for raw material verification at production site, certified to NABL standards
Complete NDT testing of parts for defect analysis pre and post machining as per international standards
Customer appointed third party inspection and verification allowed
Manufacturing facility certified to IATF 16949 and AS 9100 Rev.D Quality Management System
Implementation of Lean Six Sigma tools for better quality control, process control, part traceability and documentation
Industry 4.0 integrated manufacturing facilities
Application and Benefits
We supply machined components to almost all industry sectors in batch and mass production quantities. The design and functional characteristics of the part are fixed based on its end application. Selection of the material is done to sustain the working environment and machined to accurate dimensions to ensure proper fit and assembly.
Usually, Aerospace engine parts are made from Titanium, Tantalum and Nickel based alloys which exhibit high strength, low weight and high temperature fatigue resistance
Similarly, parts used in Oil & Gas and Power Generation sectors are made from Nickel, Chrome and Cobalt based alloy steels which exhibit high wear and corrosion resistance
Few key benefits of machining include :
Rapid Tooling – A variety of materials can be machined to achieve accurate dimensions for making fixtures and molds.
Rapid Prototyping – Flexibility of manufacturing small scale prototypes saves a lot of time, money and effort and enables to conduct a detailed part validation and risk assessment
Production – Reliability and Repeatability of machining can be ensured by application of advanced process control techniques which enables mass production
Customization – Wide range of advanced manufacturing techniques increases the scope of customization for new part development
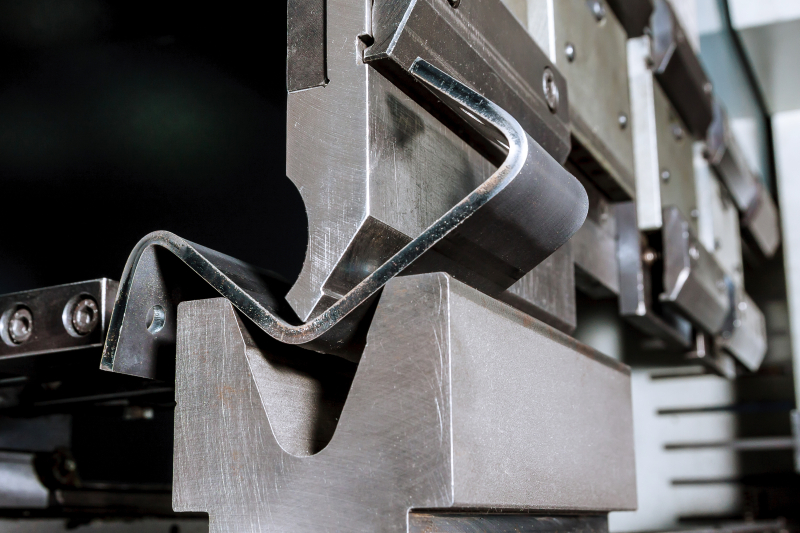
Process Overview – Sheet metal is one of the fundamental forms used in metal working, and it can be cut and formed into a variety of shapes by different methods. Sheet metals are manufactured by cold or hot rolling depending on the type of material and final sheet thickness to be maintained. Generally, if the sheet thickness is below 6mm then it is called sheets and above it is called as plates. They are available for industrial use in the form of flat pieces or coiled strips and shall be selected based on part to be manufactured and its quantum of production. We can process the sheet metal by various methods to meet your requirement such as :
Fabrication – Sheet metal is first cut into different profiles by gas cutting, plasma, water jet, wire cut and laser. It is then shaped into a pre-requisite form by bending, rolling, punching etc. to make different parts which are welded together to form a single fabricated structure. We have all the necessary welding qualifications for fabrication such as WPS, PQR and WPQ for manufacturing of boilers, pressure vessels, steel structures etc.
Stamping - It includes a variety of operations such as punching, blanking, embossing, bending, flanging, and coining. We can manufacture simple as well as complex shapes at high production rates. It is preferred to go for stamping only when the part design is finalized as the initial investment in tooling is a bit high. However, since the process is almost automated the eventual cost of production per part is very low.
Deep Drawing – It is a forming process in which the metal is stretched over a set of dies. In deep drawing the depth of the part being made is more than half its diameter. It is generally done in multiple steps called draw reductions. It can also be done in fewer reductions by heating the workpiece. Normally sheet metals used for drawing is of a particular grade called as D (Drawing), DD (Deep Drawing) and EDD (Extra Deep Draw) since they have better formability properties compared to conventional grade of sheet metal. We can also manufacture deep drawn parts out of different stainless-steel grades.
Spinning - Spinning is used to make tubular (axis-symmetric) parts by fixing a piece of sheet stock to a rotating mandrel. Rollers or rigid tools press the sheet metal stock against the form, stretching it until it takes the shape of the form.
Capabilities
Integrated sequential manufacturing process under one roof i.e Simulation -> Tool designing and manufacturing -> Prototype -> Mass production
Simulation software’s used for part development such as Pam Stamp and Hyperform
Tool room equipped with VMC measuring up to X axis – 4000mm, Y axis – 2000mm and Z axis – 1000mm
Dedicated mechanical and hydraulic presses for prototype part tryouts
Prototype to high volume production of up to millions of parts per year based on part configuration
Flexibility to choose fabrication, incremental forming, or soft tooling for prototype parts
Fabrication of parts weighing more than 10 Tonnes and measuring up to 12 meters in length
Stamping and Deep Drawing of parts in stainless steel grade and alloy steels
Working with sheet metal thickness in the range of 0.15mm to 8mm
Deep draw parts up to 350mm
Manufacturing of maximum die size of 4000mm x 1600mm x 1200mm and maximum part size of 2400mm x 1500mm x 500mm
Different types of metal finishing services such as fettling, heat treating, plating, anodizing, passivation, phosphating, blackodizing, buffing, galvanizing, metallizing, polymer painting etc.
CMM inspection for part validation and approval of stamped and drawn parts
Checking fixtures for easy and quick inspection of mass production parts
In-house lab tests carried out for raw material verification at production site, certified to NABL standards
Complete NDT testing of parts for defect analysis pre and post fabrication as per international standards
Availability of WPS, PQR and WPQ qualified by international certifying bodies
Customer appointed third party inspection and verification allowed
Manufacturing facility certified to IATF 16949 and AS 9100 Rev.D Quality Management System
Implementation of Lean Six Sigma tools for better quality control, process control, part traceability and documentation
Industry 4.0 integrated manufacturing facilities
Application and Benefits
The advent and advancement in sheet metal technology has majorly been driven by the automotive industry. The primary target has been to manufacture lightweight - high strength sheet metal parts with good formability and weldability. Most of the parts that go into an automobile include chassis, door panels, roofs, fuel tanks and thousands of other structural parts that are welded or bolted to the main structure.
Aerospace, Defence and Marine – Airplane fuselages, wings, plate armor, connectors, fittings, enclosures, housings, couplings etc.
Electronics and Lighting – Telecom, computer systems, routers, switches, connectors, servers, custom parts for interior and exterior lighting etc.
Sheet metal offers a host of benefits which include :
Selection of wide variety of materials
Flexibility of manufacturing processes
Different tooling options to increase productivity
High level of automation and process control
High production rates
Low per part cost in production
Process Overview – Process of heating metal without letting it reach its molten state and then cooling it in a controlled manner to achieve desired mechanical properties. The Heat Treatment consists of : a) heating cycle in which the part is heated at a consistent rate till a certain temperature b) soaking cycle in which the part is held at a particular temperature c) cooling cycle in which the part is cooled using different cooling media to achieve the desired properties. The cooling cycle is the most crucial stage of HT cycle as it determines the final grain structure thereby influencing the mechanical properties of the metal. Heat Treatment is broadly classified as Bulk and Surface Heat Treatment.
Few common Bulk Heat Treatment process performed by us are :
Annealing and Normalizing – These processes are used to refine and homogenize the grain structure to remove residual stresses and improve machinability. The only difference between Annealing and Normalizing is the former is furnace cooled and the other is air cooled.
Hardening and Tempering – The purpose of hardening is to increase the hardness of steel by producing a fully martensitic structure through controlled cooling rate whereas tempering is to relieve the residual stresses induced during hardening and improve toughness and ductility of steel. Hardening is mainly characterized by composition of alloy, type of quenching medium and size and shape of part.
Few common Surface Heat Treatment process performed by us are :
Carburizing - It is a thermochemical process in which carbon is diffused into the surface of low carbon steels to increase the carbon content to sufficient levels so that the surface will respond to heat treatment and produce a hard, wear-resistant layer.
Nitriding – It is a thermochemical process in which nitrogen is diffused in alloy steel to form a hard surface. It is further classified as Gas, Liquid and Plasma nitriding based on the media being used.
Carbonitriding – It involves diffusion of both carbon and nitrogen into the surface of steel substrate.
Capabilities
All heat treatment processes under one roof
Completely automated and PID controlled heat treatment furnaces
Paperless recording of heat treatment cycle with complete traceability
Multiple furnaces to cater mass production
Flexibility to load batch and production parts
Vertical furnace up to 2 meter Dia and 8 meter height for loading of long shafts and rollers
Heat treatment of raw as well as machined parts
In-house and third-party testing of heat-treated material for verification of required mechanical properties
Heat Treatment facility certified to ISO 9001 and IATF 16949 Quality Management System
Periodic calibration, maintenance, leak testing and temperature uniformity survey to ensure process reliability and consistency
Application and Benefits
Heat Treated steels are used in almost every industry sector such as Aerospace, Automotive, Oil & Gas, Power Generation, Steel, Pumps and Valves, Hydraulic, Air and Gas Compressor, Construction etc.
Heat Treatment is the most effective and efficient method of achieving the desired mechanical properties by altering the grain structure of a conventional steel. Few advantages of Heat Treatment are as follows :
Improving wear and corrosion resistance
Improve fatigue strength
Improve toughness
Increase machinability by improving malleability and ductility
Improve cold press property
Improve other properties such as magnetic, thermal, and electrical properties
3D Printing of Thermoplastic :
SLS (Selective Laser Sintering) – This 3D printing technology makes use of CO2 laser to fuse fine particles of thermoplastic powder to build part geometries. Parts made from this process do not require any post processing and hence can be directly taken up for end use. Parts made are highly accurate and durable but preferred for low volume production.
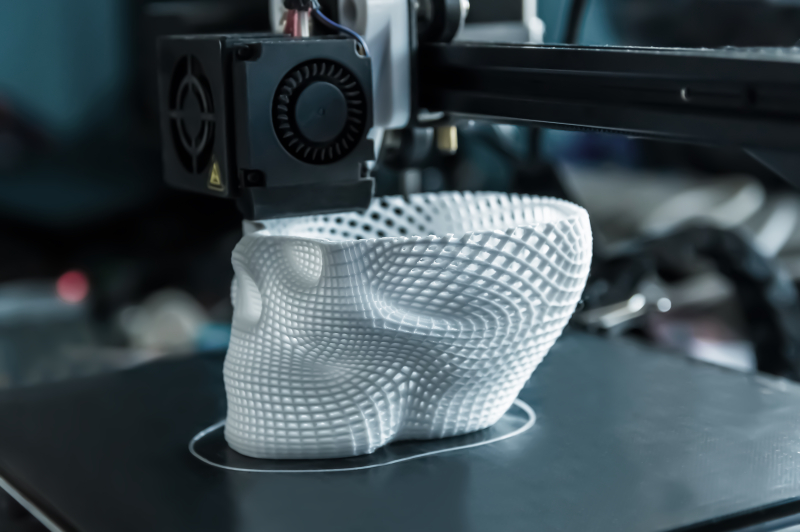
FDM (Fused Deposition Modelling) – In this method the feedstock is introduced into the system via an extruder which regulates the feed movement of the polymer to the heater where it melts. This molten polymer is extruded through a nozzle and deposited onto the print bed, also called as build platform. The extruder, heater and nozzle are all contained in a print head. This process is known for its speed, accuracy, and competitive cost.
3D Printing of Thermoset :
SLA (Stereolithography) – It is an additive manufacturing process that uses UV light on a liquid polymer resin to selectively solidify the part geometry layer by layer. After the printing is complete the parts are washed in a solvent solution to remove uncured resin and kept in a UV light oven for final curing. SLA printed parts have fine detailing and surface finish.
Polyjet – In this process a UV curable resin is jetted onto a build platform in ultra-thin layers along with a gel like support material. The build platform moves downwards as each layer is cured by UV light and the process is repeated. The support material is removed by water jetting and the parts can be used immediately after curing. It can be used to make parts of different materials, colors, and transparencies in a single build with high accuracy, speed and fine details.
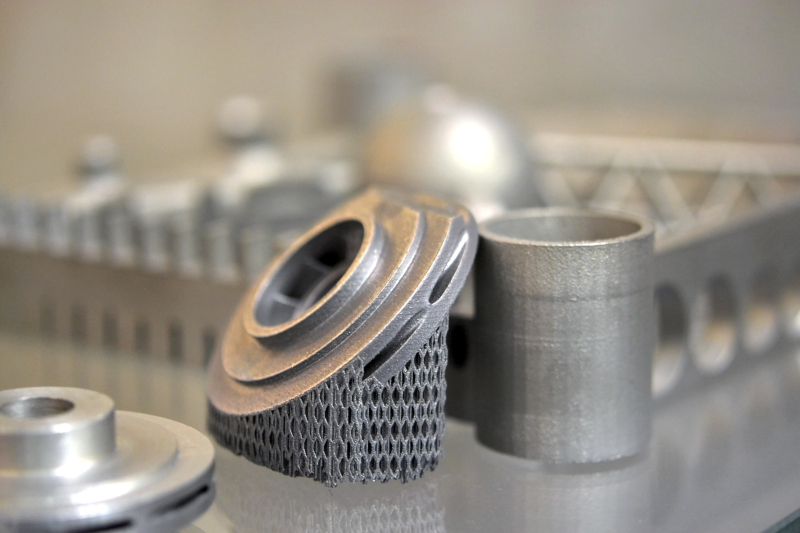
3D printing of Metal :
DMLS (Direct Metal Laser Sintering) – This process is most ideal for 3D printing of metals as it uses heat of a laser to fuse metal particles together in subsequent layers. The laser is guided along the scanning bed as per the 3D CAD model. Once the printing is complete the excess powder is removed, and the part is heat treated to remove residual stresses. It can be used to make metal parts with complex geometry and intricate shapes.
Metal Binder Jetting – In this process the metal powder is first fused together with a binding agent. Once the part is bound the resultant shape is called a green part and is left to cure which is then put in a furnace for sintering. These parts are prone to shrinkage and are slightly porous.
Capabilities
Rapid prototyping of parts in less than 5 days based on project scope
Manufacturing of parts for the Healthcare sector such as dental implants, anatomical models, surgical guides, orthotics etc.
Manufacturing of small and intricate jewelry items
Wide range of selection of materials as stated above
Flexibility in selection of process for manufacturing of parts based on material used
Manufacturing of prototype as well as production parts
Application and Benefits
3D printing has rapidly advanced in recent years due to due to its ostentatious offerings and has found extensive applications in Aerospace, Defence, Jewelry, Consumer products, Prototyping etc.
Complexity – It can easily manufacture complex and intricate shapes and profile
Flexibility – Different process can be adopted for manufacturing of a part with same material based on its characteristics
Precision – Parts with narrow dimensional tolerance and high accuracy can be manufactured
Repeatability – Parts can be made with highest rate of repeatability compared to any alternate manufacturing process
Material selection – Can be used to make parts from almost any material such as ferrous and non-ferrous alloys, plastics etc.
Versatility – Almost any part can be manufactured within the limits of the machine size
Rapid Prototyping – Prototypes can be made in less than 5 days saving huge time and cost
Forging is a manufacturing process involving the shaping of metal using localized compressive forces of a hammer or a die (Open Die & Closed Die). Forgings are broadly classified based on the temperature at which it is formed as Cold, Warm & Hot forging. For the latter two, the material is heated up to a certain range of temperature. Depending on the type of die used, the Closed die shall provide better dimensional control and strength. To meet the increasing demand for customized part requirements many new forging technologies have evolved such:
Capabilities
Application and Benefits
Process Overview – Generally, a layer of metal is deposited over a substrate for either aesthetic or functional purposes. It is an electrolytic process in which the part to be plated is usually used as a cathode and the metal to be deposited is used as an anode. Both the electrodes are dipped in an electrolytic solution generally mixed with a catalyst and charged with DC current to start the plating process. Few common plating solutions offered by us include :
Hard Chrome – It involves applying a layer of chromium on a metal substrate by immersing it in chromic acid solution. It enhances the hardness, wear, and corrosion resistance of base metal for more effective use in operation.
Zinc plating – A layer of zinc or its alloy is deposited over the metal substrate which acts as a sacrificial coating to protect the part from corrosion
Nickel plating – A layer of nickel is deposited on metal substrate for either decorative purposes or to enhance the wear and corrosion resistance. It can be used as an undercoat for other plating materials such as chromium and copper. Electroless nickel is an autocatalytic reaction in which nickel ions are reduced using Sodium Hypophosphite allowing nickel to be deposited without electric current.
Tin, Silver, and Gold plating – These metals are deposited on a metal substrate by electrolytic process as explained earlier with predominant applications in Electronics industry where good thermal and electrical properties are needed
Anodizing – It is an electrochemical process which converts aluminum metal into oxides to form a decorative, durable and corrosion resistant layer. Contrary to conventional electrolytic process the aluminum is used as an anode and lead plates as cathode.
Capabilities
Latest thermal spray coating and cladding technology under one roof
Thermal spray coating facility integrated with heavy engineering tool room
Coating processes available – HVOF, HVAF, Plasma, Detonation, Slurry coating etc.
Thermal spray coating of variety of materials such as Alloys, Carbides, Ceramics, Borides, Abradables, Cermets, Polymers etc.
Plating processes available – Hard Chrome, Electro and Electroless Nickel, Copper, Tin, Silver and Gold, Phosphating, Anodizing, Galvanizing, Blackodizing etc.
Coating of parts up to 2000mm Dia and 10000mm long
Pre and post machining of coated parts up to 1500mm Dia and 6000mm long
Grinding of coated parts up to 800mm Dia and 6000mm long
Heat treatment furnaces for pre and post coated/welded parts up to 2000mm Dia and 8000mm long
Complete end to end manufacturing of coated/plated parts and assemblies
Flexibility for plating and coating of batch and production parts
In-house laboratory for microstructure analysis of coated and plated parts including micro-hardness and bond strength evaluation
Coating and Plating facility certified to AS 9100 Rev.D and ISO 9001 Quality Management System
Coating shop approved by ISRO and headquarters of MNC based in USA and Europe. Plating shop approved by Nuclear and Defence, Govt. of INDIA.
Application and Benefits
Chrome, nickel, and copper plating’s are widely used in home appliances and cutlery for decorative purposes. However, their use in industrial applications cannot be ignored due to their thermal, magnetic, electrical and wear resistant properties.
Plating being a dipping process has limited constraints as far as coating coverage is concerned unlike Thermal spray which is a line-of-sight process.
Hard chrome and nickel plating have wide engineering applications in Defence, Marine, Hydraulic, Valve, Oil & Gas industry etc. A few commonly plated parts include spindles, stems, shafts, housings, rotors etc. Owing to the health and environment hazards posed by hexavalent chromium, it has actively been substituted by Tungsten and Chromium carbide-based coatings which exhibit much superior mechanical properties
Aerospace has been the primary sector for adopting thermal spray followed by other industries such as Textile, Steel, Oil & Gas, Power Generation, Hydraulic, Pump and Valves, Plastic Extrusion etc. A few commonly coated parts include valve spindles, diffusers, shafts, pump casings and rings, mandrels and housings, piston rods etc.
Surface plating and coatings offer numerous advantages such as :
Wide range of materials can be coated
Flexibility to apply on any base material substrate
Provides superior mechanical properties by application of thin layers
Enhances wear, abrasion, corrosion, and high temperature oxidation resistance
Improves operational life of part
Reduces downtime and breakdown costs
Provides better surface finish and improves aesthetics
Has a low cost to benefit ratio specifically for high volume production parts
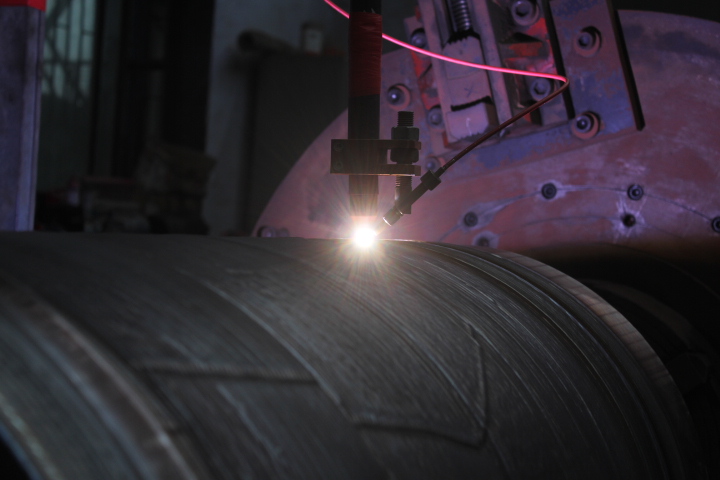
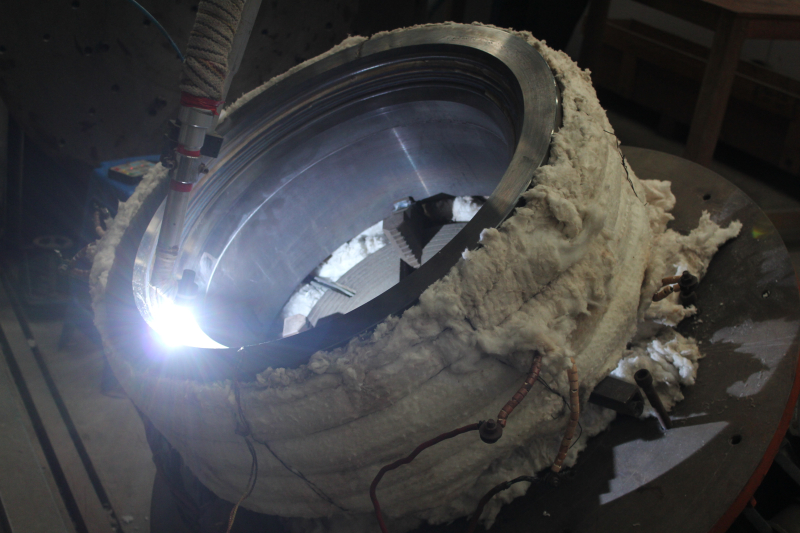
Process Overview – Welding is a process of joining metals or thermoplastics by using a high amount of heat generated by a power source. This melts the material to fuse together and form a metallurgical bond which is protected by a shielding inert gas to prevent contamination and oxidation. Few commonly known welding services offered by us include GMAW (Gas Metal Arc Welding), GTAW (Gas Tungsten Arc Welding), SMAW (Shielded Metal Arc Welding), FCAW (Flux Cored Arc Welding) and Laser Welding. While this technology has long been used for joining metals, we also utilize it for overlaying specific alloys on carbon steel and stainless-steel substrate to impart enhanced properties. Our main expertise in this area include :
GTAW – It utilizes a non-consumable tungsten electrode to produce the weld when a filler wire is introduced in the arc protected by a shielding gas. It produces a homogeneous and low dilution metallurgical bond with the base metal substrate and mainly used for deposition of Stainless Steel and its alloys, Nickel, and its variants, Stellite and its variants. Weld overlay followed by PWHT (Post Weld Heat Treatment) makes the welding denser and removes any residual stresses induced by the welding.
PTA – Plasma Transferred Arc is a process used to fuse a metallic coating to a substrate to improve its resistance against wear and/or corrosion. Metal powder is fed into a molten weld puddle (fusion bath) generated by the plasma arc at high temperature (up to 20, 000 °C). Deposit thickness can range from 0.6 to 6.0 mm, width from 3 to 10 mm when using a single pass; multi pass welding reaches deposit thickness up 20 mm and width over 30 mm. The deposit microstructure is dense with formation of dendrites during solidification. One of the most important features of the PTA process is the control of dilution which is as low as 5%. It is usually preferred for overlaying of exotic materials such as Nickel and its variants and Stellite and its variants.
Spray and Fuse - It is an extension of coatings done by Powder Flame Spray process wherein the sprayed coating is fused with the base material by application of external heat energy using Oxy-Acetylene torch, Induction coil, Furnace, Laser beam or an external heating source. The coating is taken to solidus temperature (1020 to 1100°C) at which the coating fuses and voids and porosity in the coating collapses making the coating denser and more homogeneous. This also forms a fine metallurgical bond with the prepared substrate which makes the coating capable of enduring impacts. A variety of materials can be deposited by this process to achieve properties required for different critical applications such as Cobalt and its variants, Nickel and its variants, Carbide and its variants etc.
Laser Cladding - It is the use of electrically produced laser light to heat wire or powder material and apply it to a substrate surface. Since the heat input generated by laser is less it produces minimal HAZ (Heat Affected Zone) which is detrimental to the weld quality. Laser cladding is often performed by robotic manipulators and produces a very dense and homogeneous deposit with the least amount of dilution.
Vacuum Brazing – It is a process of joining two similar or dissimilar metals by heating a braze alloy between the components inside a vacuum furnace. The braze alloy has a lower melting temperature than the parent component and melts easily to fill the clearance and form a joint. Vacuum Brazing is preferred where leak tight joints are required mainly in critical Aerospace and Defence components, Automotive and HVAC industries. We specialize in vacuum brazing of nickel and aluminium based filler metals which are available in the form of paste, wire, and foil.
Capabilities
Latest weld overlay and laser cladding technology
Weld overlay facility integrated with heavy engineering tool room
Welding and Cladding processes available – GTAW, PTAW, SMAW, FCAW and Laser.
Welding and Laser cladding of exotic materials such as Nickel and its variants, Cobalt and its variants, Carbide and its variants etc.
Completely automated welding setup capable of welding parts up to 2000mm Dia and 2000mm long
Pre and post machining of weld overlayed parts up to 1500mm Dia and 6000mm long
Grinding of weld overlayed parts up to 800mm Dia and 6000mm long
Heat treatment furnaces for pre and post coated/welded parts up to 2000mm Dia and 8000mm long
Complete end to end manufacturing of weld overlayed/cladded parts and assemblies
Dedicated welding setup for batch and production parts
Qualified welding operators capable of manual as well as semi-automatic welding
Availability of WPS, PQR and WPQ for range of materials qualified by internationally recognized certifying bodies
NADCAP certified High Vacuum Brazing furnaces for Aerospace and Automotive parts
In-house laboratory for microstructure analysis of welded samples including micro-hardness and bond strength evaluation
Welding facility certified to AS 9100 Rev.D and ISO 9001 Quality Management System
Welding shop approved by BHEL and MNC’s such as Siemens and L&T
Application and Benefits
Like plating and coatings, weld overlay finds applications in critical working environments such as Oil & Gas, Steel, Pumps and Valves, Hydraulic, Plastic Extrusion etc.
Few commonly welded overlaid parts include valve spindles, diffusers, shafts, pump casings and rings, mandrels and housings, piston rods etc.
Weld overlay and Laser cladding offer numerous advantages such as :
Wide range of exotic materials can be used in different forms
Flexibility to apply on any base material substrate
Forms a metallurgical bond which gives high impact strength
Enhances wear, abrasion, corrosion, and high temperature oxidation resistance
Improves operational life of part
Reduces downtime and breakdown costs